

 |
|

A Look Behind-the-Scenes at Cornell & Diehl's Machinery
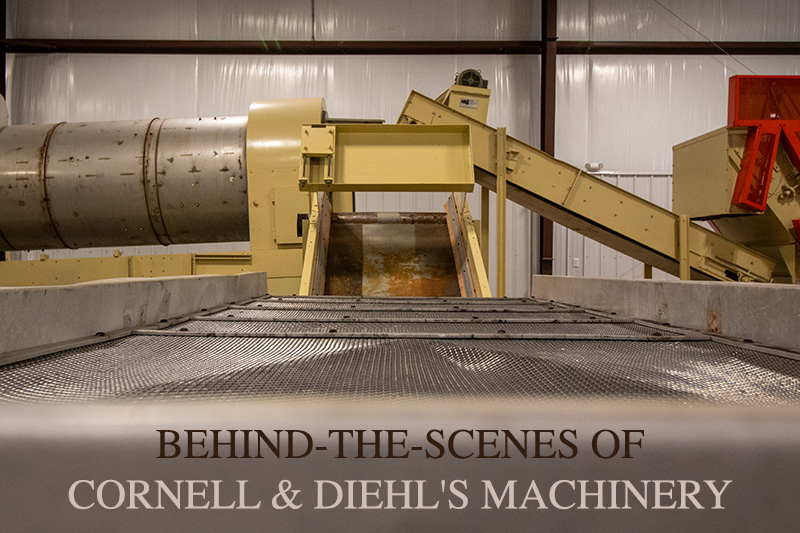
Every tin that goes out into the world from Cornell & Diehl is backed by the hard-working efforts of the entire team, from blending to production and everything in between. Recently, I had the pleasure of chatting with Jeremy Reeves, Director and Head Blender of C&D, and Bretton "B" Otto, Cornell & Diehl's Industrial Mechanic, about the unsung heroes of the blending house's production process: Antique, custom-made machinery. While C&D has always maintained a hand-blended, bespoke approach, a vast system of machines affords the team a high degree of control at scale, ensuring consistency and precision across the entire portfolio, from Small Batch blends to regular-production lines. Today I'm taking you behind the scenes to learn about the comprehensive yet specialized array of machinery used at C&D.
C&D's Daily Machinery
The machinery utilized on a daily basis at C&D's warehouse in Loris, South Carolina, is quite old, for the most part. From their swing press to tobacco cutters, most of the equipment was made nearly 100 years ago. "Most of what we're using on a daily basis was made by Robert Legg in England circa the 1930s and 1940s," says Jeremy.
Aside from these vintage machines, a guillotine slicer was custom-made for C&D about seven years ago and is quite simple in design. "It's a hydraulic press set up with a blade at the bottom that you operate with a switch," says Jeremy. "If you pull it down hard, it's gonna go fast, but if you barely put pressure on it, and slowly maneuver that blade, there's a lot of dexterity."
Bretton also describes the machinery and processes of a blend's production, from the compressed leaf to the tins you receive for smoking enjoyment. "I think it's kind of amazing how close the machinery is to what it would be like if you were producing these pipe-tobacco blends entirely by hand," he shares. "The knives cut in much the same manner that a real person would. However, the pace tends to be much faster. At the same time, it's still following the same principles; it's just a more expanded version of what you might picture an advanced home blender doing, just on a slightly larger scale."
The process of creating most C&D blends begins by taking compressed tobacco out of large boxes. Bretton walks me through the process: "First we break up the leaf, pull out the stems, and check for anything that shouldn't be there from the farmer's field. Then we rehydrate it and start blending the leaves together by hand. Our team actually weighs the different quantities of leaves into their bins and then combines them on custom blending tables. Then they work on drying it back down." The team's drying rack pulls the moisture out over the course of a day or two, something that they lovingly call the "airidor" instead of the humidor because of its two dehumidifiers inside the racks.
Once the moisture is at the right level, if it is a pressed product, they move the tobacco onto the swing press. If not, the product is moved to the cutting area. The swing press consists of two chambers on either side of an arm. One chamber is filled and is put under high pressure, at about 2000 PSI. Once the chamber is set in place, the second chamber can be filled. Then, they take the pressure off of the first, swing the second around into the first position, and then the second chamber is put under pressure. They go back and forth all day from there.

"After we're done putting them under pressure, whoever's running the press will take them off and wrap them like a Christmas present in wax paper," explains Bretton. "Then they label them and are placed into our holding presses." Each blend is labeled with the date in and the date it needs to be removed from the presses. The blends can be kept in the presses anywhere from two days to two weeks, depending on the blend. Factors such as sugar content help inform this decision. For C&D's many flakes, they'll be pressed for seven days, while a plug takes about two weeks. Meanwhile, a ready-rubbed tobacco only stays in for about a day.
"As far as the human power involved there," says Jeremy, "it's flipping a switch to isolate that one press, raising the cylinder up so they can place the tobacco for pressing, and loading up the blocks so that they're nice and straight. Then they're reapplying pressure and putting it back into the automated mode so that every 30 minutes, the motor that operates all 25 of these kicks on and goes through one by one and applies additional pressure as needed."
Once the pressing is complete, the blocks are taken out and depending on what the tobacco is, head to their next stop. "If it's a flake, it'll head over to the cutting machines," explains Bretton, "and they'll cut them into bars and then they'll run them through the cutters that we have, chopping into different cut widths. If it's a plug, then we cut them to size and then they're sealed up. If it's a ready rub, or chop block as we call it, it's also getting cut over on our side but it's just handled differently. We process that one a little bit more by rubbing it out. After that, it gets cut up and we dry it down even more until we get to the desired moisture level."
Not every blend follows the exact same process. Some require extra labor-intensive work to produce. Certain special-case blends, like Autumn Evening, follow that same overall production path, except their first step is a steaming process, which is conducted in an outdoor cooking area. "We'll actually take a grouping of the leaves and we'll steam them," says Bretton, "and it mellows out the nicotine level. The tasty flavors arise as the pores of the tobacco open up. Then we put a maple sauce on it before we even start blending and begin the drying process."
After C&D's tobaccos are pressed, blended, and cut, they can move on to the tinning process, conducted by production members who fill, seal, and label the tins. While each blend has a slightly different journey throughout the factory, they all still follow the same general path. One section in the workshop caught my eye, and Jeremy and Bretton were more than happy to explain what some might call their pride and joy of all their machines: the set of 25 holding presses, which Bretton automated.
Set of 25 Holding Presses
Cornell & Diehl's set of 25 holding presses was connected together into one hydraulic chain by Bretton. "They are automated and cycle through the tobacco, applying pressure every 30 minutes," says Jeremy. "We can also isolate one press with some switches to be able to raise the cylinder, either to take tobacco out or to put it in, lower it back down, and then put it back into the chain."

Tobacco holding press chain.
The holding press chain is not only among the most modern and high-tech aspects of C&D's machinery; it's also the most complex in terms of how much goes into the chain's automation. "That was something that Bretton did all of the programming for," said Jeremy. "He ran all of the wiring for it and he did all of the switch installation and design so it could be a stand-alone automated system. It's pretty impressive."
When Bretton first started at Cornell & Diehl, he was working on the production side of things. His background prior was in electricity, and he had garnered ample experience with machinery at a candy factory before joining C&D's team. "When I first walked in, the tobacco in the front lobby area reminded me of the smell of summer when I was growing up," Bretton shares. "I had a next-door neighbor who smoked cherry pipe tobacco. That was always a fond memory. I noticed that smell, and I was really interested in it."
After three years of working in production at C&D, Bretton switched his focus to the blending house's machinery as their Industrial Mechanic. He has seen a lot of changes in his time on the team. "When I first started here, we were eager to get our second blending table. Today, we're up to 14, and we still don't have enough space."
Prior to Bretton's innovative chain of presses, the team would screw jacks into place and apply pressure on a bar manually. He explains what sparked his innovation: "We would put the tobacco inside the chamber and fill it up as much as we could. Back then, the volume was a lot lower and it was more time consuming because the tobacco actually slacks off as it's in the presses. Pretty much anytime anybody would walk by, we would try to add pressure to each of those presses every 15-20 minutes. We'd keep the press going for however long the tobacco needed.
"We had five presses back then, and I started to automate them all a bit more," he says. "We added a hydraulic system and sealed it so we no longer needed a person to stand there and work a screw jacket. We just had a piston that went up and down and we started off by just making it manual. It had an electric switch, so you would turn the system on and flip the switch up and down and it would work the presses."
From there, the next step for Bretton was fully automating it, which required adding a controller and programming it so that the presses would maintain themselves. Kicking it on every half hour, it would automatically top up the pressure. "We achieved the point where it's actually working as it should," he explains. "It slowly leaks a little bit of hydraulic fluid back into the system in the lines as it's going and releases pressure, and then after about a half hour, it crunches down again." The motion essentially chews on the cylinder, pushing down on the tobacco, getting tighter and tighter.
Bretton's innovation allowed C&D to push the boundary forward. "Obviously we're able to apply much higher pressure than we would have been able to achieve with just a bar and somebody pushing with all their might." There are myriad other benefits as well: "It also allowed us to really tighten up the blends, resulting in cleaner cuts on the cutting machines after the fact. It made it so we didn't have to leave them in the press quite as long. We actually shaved a little bit of time off production." With this holding press chain, blocks of tobacco can be pressed efficiently at once, saving the team valuable time and speeding up the pressing process like never before.
Bretton also explains how the new press system benefits our cutters, who no longer have to monitor the presses now that they're fully automated. "Not having to think about that particular job every 20 minutes, it made our product more consistent and saved our team some time. The cutters tend to appreciate it a lot simply for the fact that they don't have to stop the machine as often now because it's cutting cleaner. It's not putting off as much extra tobacco and there are fewer clogs. The process is now more fluid for the people in the cutting department."
With 25 holding presses, C&D has more storage areas that have helped increase production little by little over time. Improving not only efficiency on the factory floor but the overall quality and consistency of the product as well, these incremental changes have had a monumental impact, which Bretton shares. "Some of our higher production runs can now be executed a couple days earlier than we would have been able to accomplish back in the day."
Man-and-Machine Power

An associate working in the factory.
It is fascinating to see the mix of man-and-machine power necessary to create every C&D blend we love. From the ever-popular Autumn Evening to Small Batch blends like From Beyond, each and every tin showcases the combined workmanship of the entire C&D team, who are involved in the production at every stage.
"Our blending assistants work on getting the leaf ready to make the Dark Burley or Oriental or Latakia ribbon for the blend," Jeremy says, "while blenders are taking those leaf assemblies and are blending them together, sending them to the press, and then cutting to coming back into the blending area so that those components can get dried down. All are a part of the process."
From the press operator and cutting team to leadership overseeing the myriad steps of production, the dedicated craftspeople of Cornell & Diehl, too, work together in well-oiled synchronicity. Whether it's managing tobacco supply, designing recipes, calculating production volumes, navigating schedules, or improving assembly software, it takes the entirety of Cornell & Diehl's staff to bring these blends to life every day.
As C&D's production needs have grown, so too has the demand for more advanced tobacco-processing equipment. Jeremy and Bretton are currently developing a brand-new primary line to aid in many of the pre-production steps.
All of the new machinery is tobacco specific, made by several different manufacturers who refurbished and rebuilt them. "Some of these machines are from the 1960s to the 1980s," Jeremy explains. "These machines are going to allow us to cut components in larger volumes. We're not gonna do much in the way of actual blending with this equipment; The blending is still going to be done by hand. This really isn't changing anything about our processes except the volumes."
C&D's hands-on approach to tobacco blending and innovative solutions to maximize production has aided in cementing the brand in cellars all around the world. The prospects of future machinery are promising as we look forward to the future of Cornell & Diehl.
You may also enjoy:






Comments
I am very grateful for this lovely article, I've always been interested in the machinery behind pipe tobacco. I wish there were more photographs and a video or two, while descriptions and stuff are really nice, having a video or more pictures to show it in action would be really cool. One of the things I've always wondered about is how the tobacco is packaged into the tins, is it done by hand or is it done kind of like filling cans where the contents are poured on to the container and the excess is shaken/sluiced away?
Thanks regardless!
Great article, thanks.
对我来说是受益非浅的文章!
Kayla, thank you. This article is the best information for all of us. We need to know and understand everything we can from the planting to the harvesting to the curing and processing our many wonderful smoking
blends.
Keep it up!
As a retired machinist, I can appreciate the acquired knowledge and expertise it takes to manage century old tooling. Kudos to the resident mechanics and the journeymen under tutorage.
I read that when STG killed Sutliff they came in and destroyed all of the antique processing machines. A shame.
That is a shame! Why would they destroy them though? I’d love to hear the thinking behind that decision.
I know this is months later but, just in case anyone else who comes along is curious, it comes down to time vs money. It just wasn't worth the trouble of preserving most of it unfortunately. There isn't any market for trying to sell those machines, not to mention sell them quickly; the industry that would use them barely exists anymore. Then the logistics of moving/shipping big awkward machinery like that is another problem of time vs money, as is the specialized knowledge it takes to use and maintain them.
I've heard some folks say a museum could have taken them in, but again what museum and where? Ultimately, it's more cost-effective for STG to dismantle and scrap anything they can't turn into an asset.
I have heard that C&D actually did aquire some of the Sutliff equipment but I don't know if that's true or how much.
18699124991
Great article. Love this kind of stuff. American, old school, by hand, small batch production. Working with an organic product. Proud American Company with folks that enjoy making a great product. Currently smoking Haunted Bookshop this fall. Love it!
For Sutliff is was the end of loosing a war. So you destroy everything on your way out. Says a lot about them.
They didn't lose a war, Sutliff was collateral damage. The machinery was largely dismantled because what else are they going to do with it? STG didn't want it and Cornell & Diehl wasn't in a position to take it all. There wasn't really anyone else, so they had to scrap them.